Too cold enviroment or too much air blown onto the print by the fan ?
Too fast printing speed and lower qualitiy ABS can also cause that much warping.
Try out including a brim and really consider switching from printing ABS to materials that barely ever warp, for example Colorfabb XT or NGEN, common PLA, PLA/PHA, PET, PETG, PET+, …
The warping is a major issue on high temperature plastics such as ABS, PC, PMMA, (even though it’s no high temp plastic: Nylon) and blends of those such as PC-ABS
I’m also trying to print with glass on my CTC - using Sitall glass. With Sitall, ABS is supposed to be worked at 110º Celsius or higher for the heat bed and 230º Celsius for the actual filament temperature.
Things start ok, the ABS sticks and the layers seem fine. Mid-print, the parts usually detach themselves from the glass. Decided to use a thermometer to measure the actual glass temperature and it registers at most 75º Celsius, when it stabilizes.
As Breuer states, I’m guessing that in my case (and perhaps in yours as well), two things are happening:
The fact that I’m not insulating the side holes on the case and that the average temperature this time of year is around 6º Celsius where I live helps with more heat dissipation than desired;
The fact that the heated bed heat sensor reports 110º Celsius doesn’t mean the glass has already achieved that value, so more time is needed for the pre-heating phase, prior to starting the print job.
As is, if I use hairspray with vinyl in its composition, the parts do stick enough for the prints to succeed, but I’m determined to do some more testing as I’m pretty sure it’s all about heat bed temperature and bed leveling.
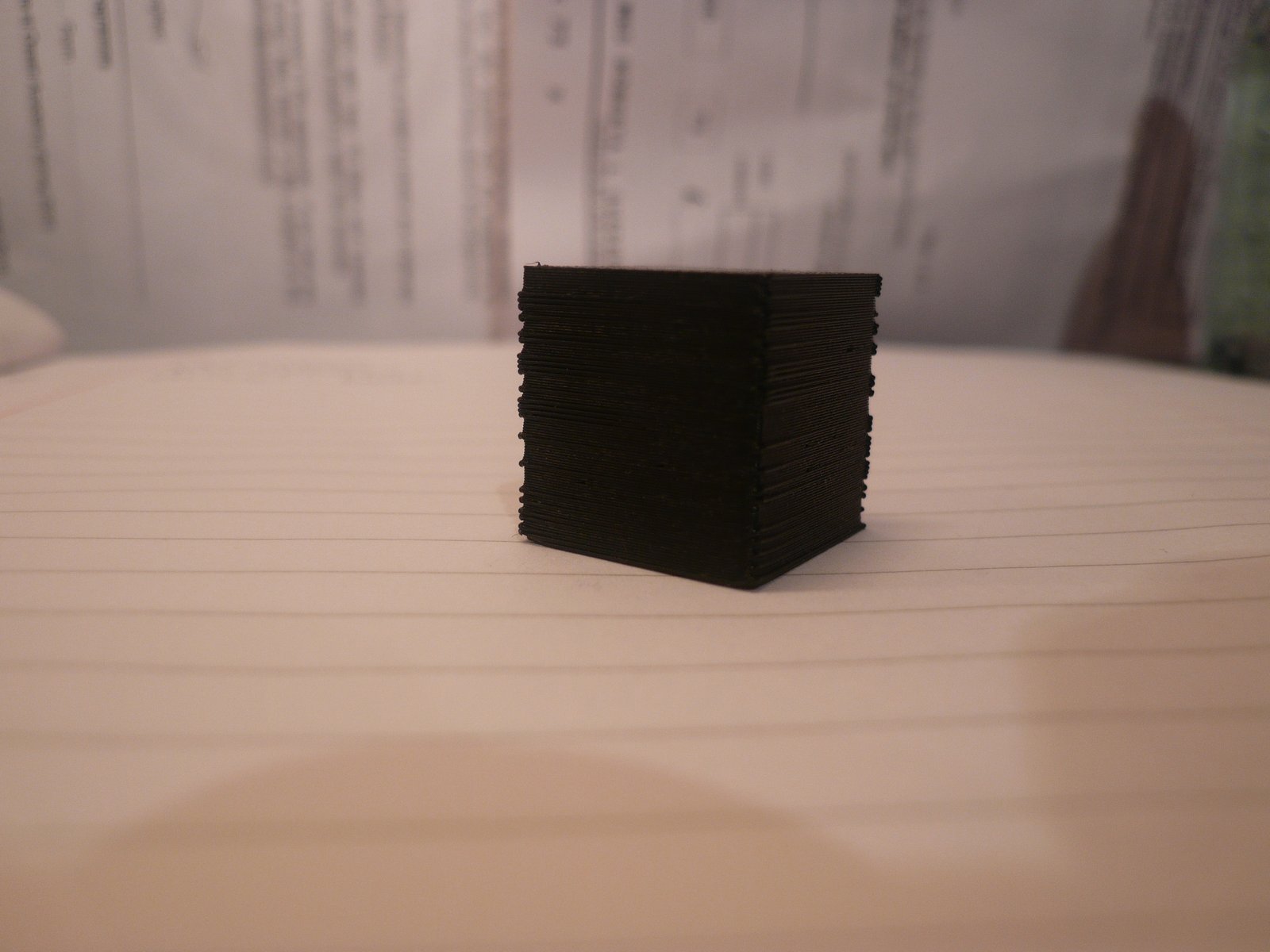
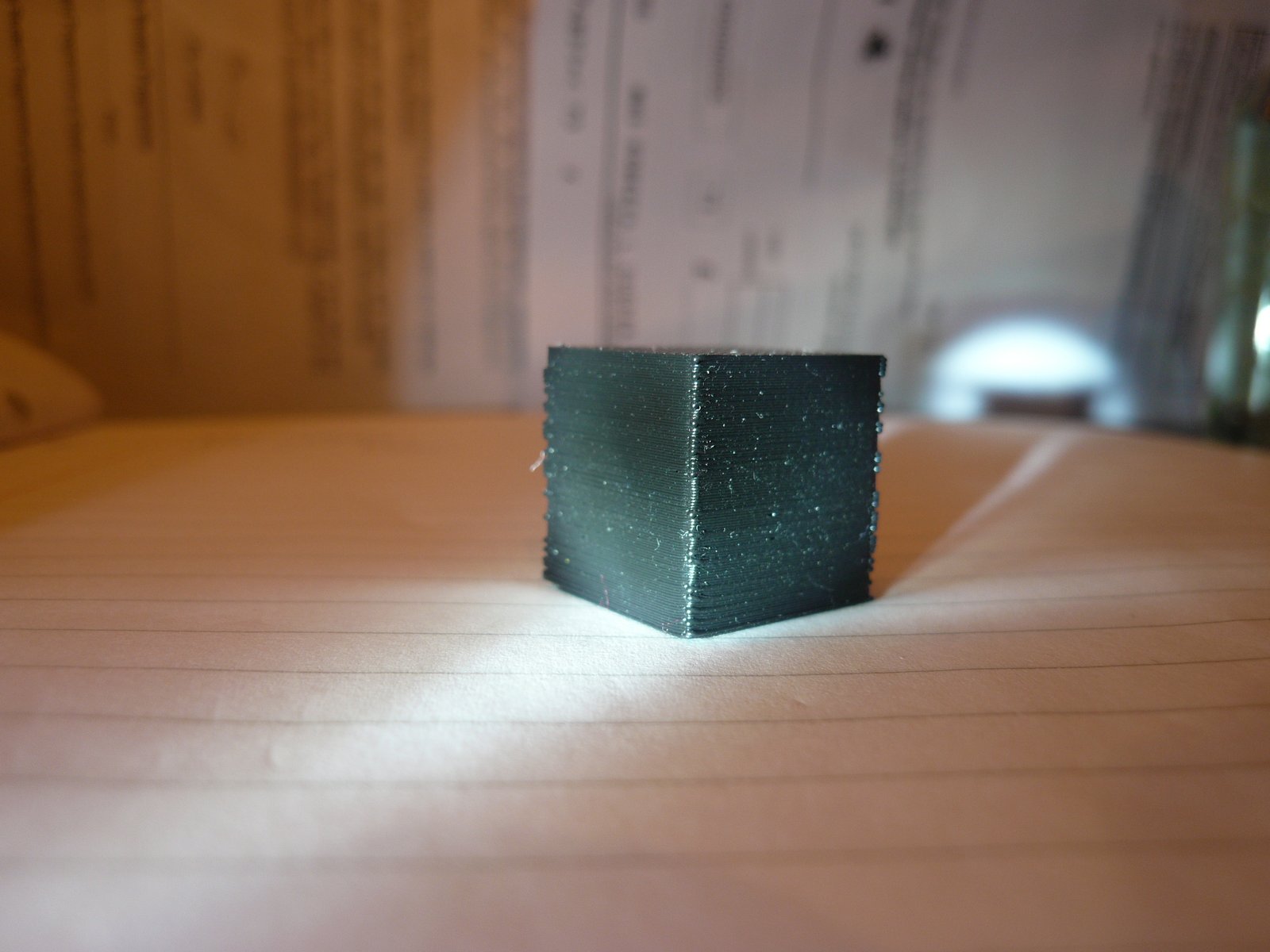
Also, no warping detected which was good.
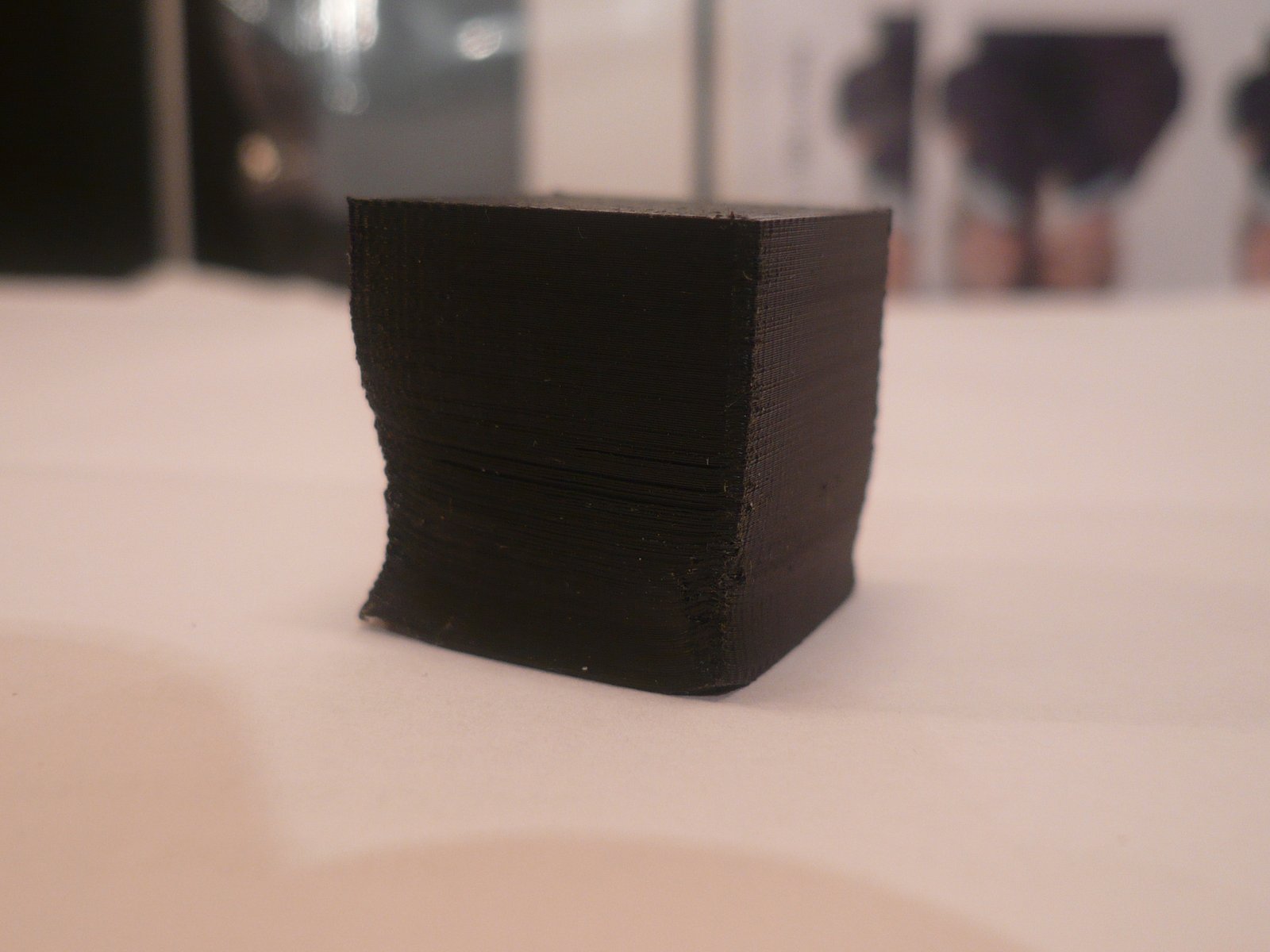
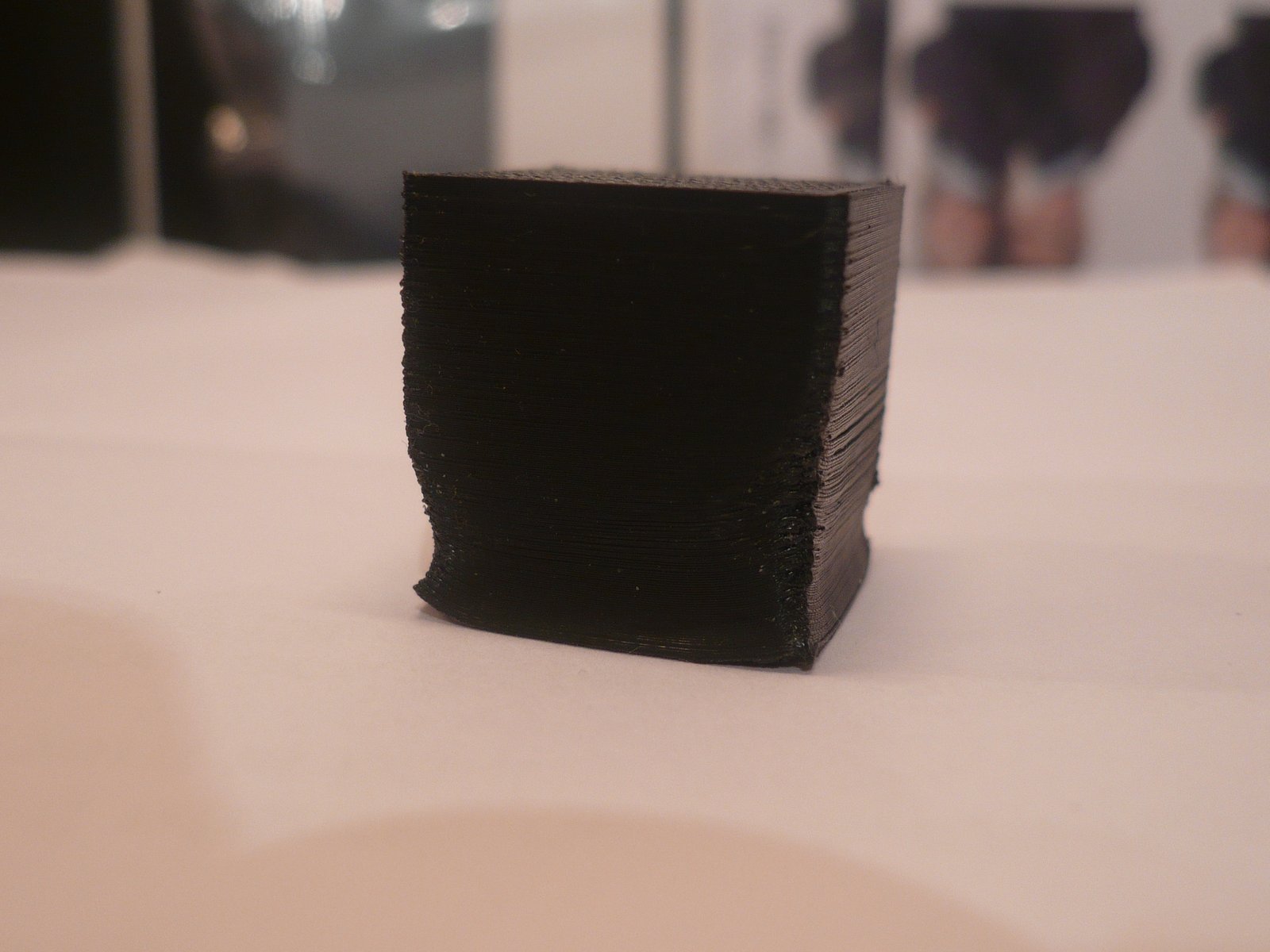
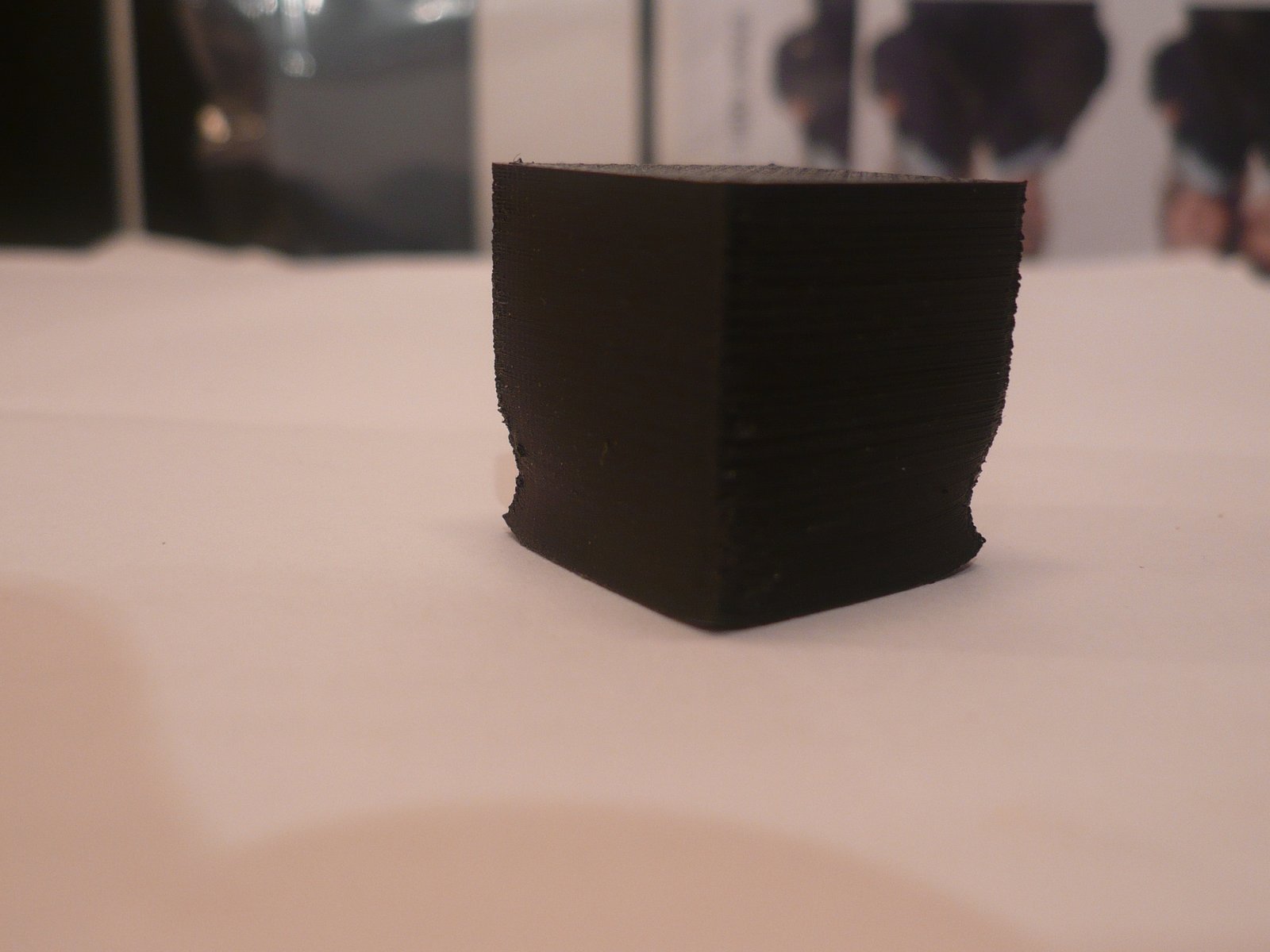
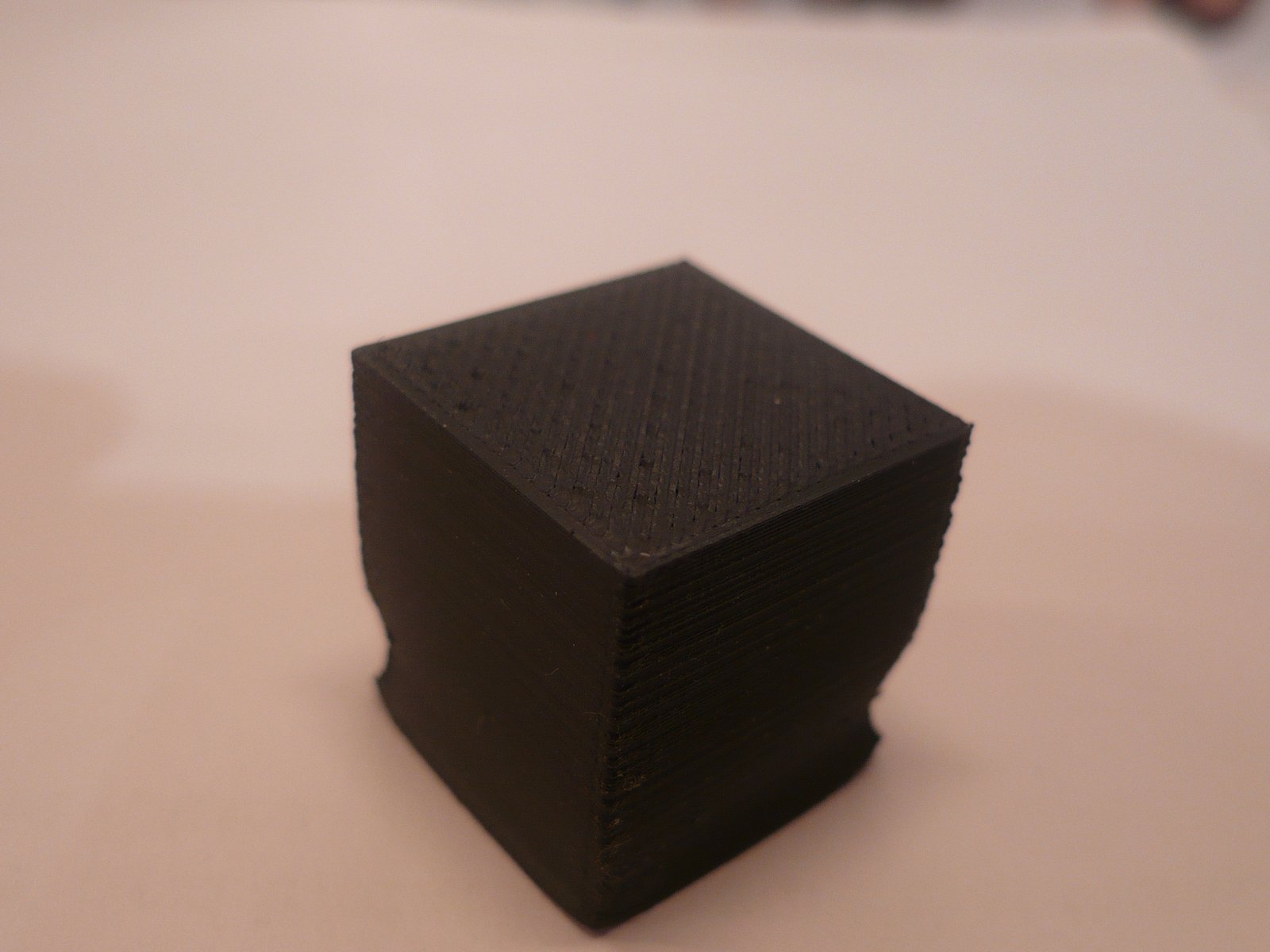
As for the material, I’m using Nunus ABS filament 1.75mm and the two models I’m using for the tests are the ones below:
Ctc printers don’t have accurate thermistors 85°c is actually more like what the 110 is set as and you need to either replace your thermistor with a 100k ntc thermistor on the bottom of the bed but if not run your bed at 130°c and you will get about 98 to 102°c
I’ve actually tried that but it seems that somewhere there’s a cap in place and at least the LCD display on the printer won’t show more than 120º. I’m using the stock firmware with my CTC-3D. Would I need to upgrade it/switch to sailfish in order to achieve this or should it still allow for 130ºC settings as is…?
Sorry I meant for the other person but if you want a high temp plastic colorfabb XT is printed around 250-260°c and has almost 0 warp but I recommend abs mixed in acetone to the consistency of milk apply to cold glass or whatever bed your using (avoid directly on the aluminium but on kapton is fine) and print at 245°c with a bed of 110°c if you know your printer prints at the correct bed temp with a speed of 50mms printing and if your doi small parts like the cube print two of them on opposite sides of the bed to allow abs to cool but never put a fan on abs as it will crack or delaminates and warp almost straight away
I came across this problem when testing what thermistor to use by plugging it directly into the header for the mobo not realising the pcb heater has Smd caps and resistors but 100k ntc is the correct replacement one. In the centre of the bed remove that one and replace it with the 100k but yes a you would need to upgrade to sailfish for it to read 130 c I believe, that’s what mind do anyway. Tip for upgrading to sailfish if you do, don’t press the upload on firmware update then reset on the printer i got stuck for 15 mins doing that, press the reset on the printer then straight after press upload, it will make sense when you update if you need any more help send me over a message through my hub
I had the same problem even after adjusting my bed temps. I enclosed my printed as I found out I had a draft moving across my print bed. I also use use the Juice and have not have any problems after that. the juice is easy to make. I just get a jar fill part way up with ABS scrap (old supports and rafts) and let it melt. It is messy and you have to clean the bed alot but it has always worked for me.
It looks like your axis is slipping if you belts are tight you should be able to ping them and they should be tight enough that you can barely push each belt togeather to make them touch it might just be slop or a loose connection
What I did was mix Acetone with ABS(No specific mix) Until it’s nice and thick. Then applied it with something like a credit card.(Just… Don’t use YOUR credit card…)
It continues to work well for me. I do use a raft though. and I need to reapply that spot each time.